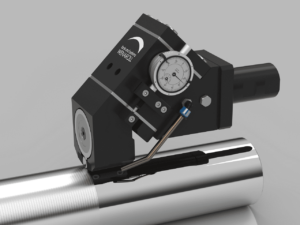
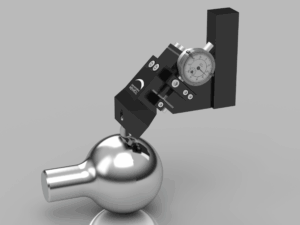
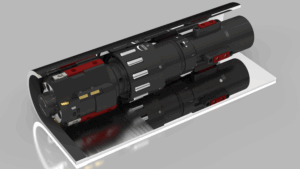
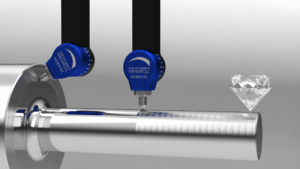
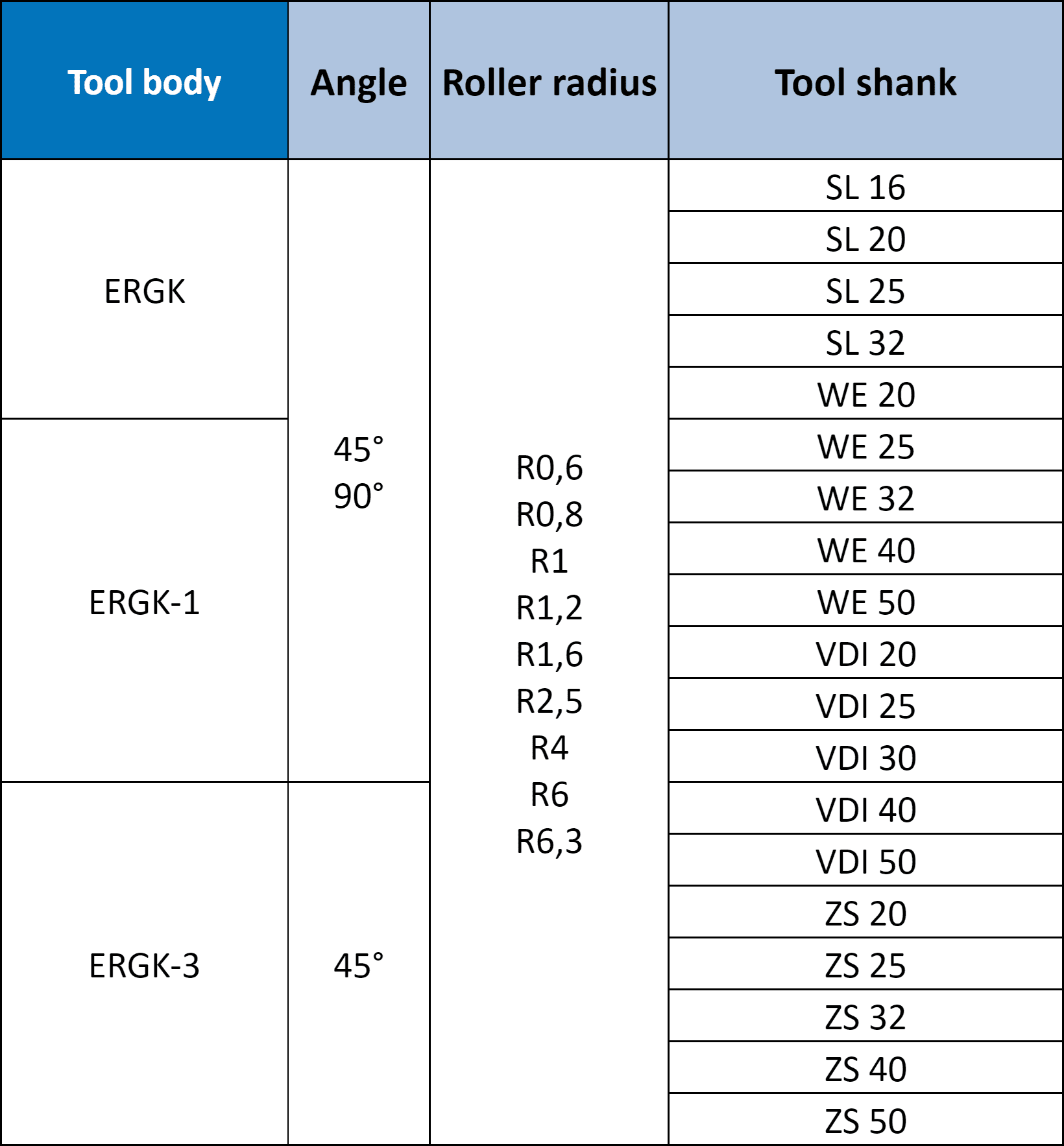
Contour Burnishing Tool Type ERGK 45
- Can quickly and reliably produce surfaces with a quality of Rz < 1 µm
- Wear parts have a long service life
- Non-cutting and virtually noiseless machining
- Allows machining up to the face surface
- Enables quick replacement of wear parts
- Requires minimal cooling and can be operated with any cooling system
- Fast and continuously adjustable
- Equipped with a dial gauge for easy determination of rolling force