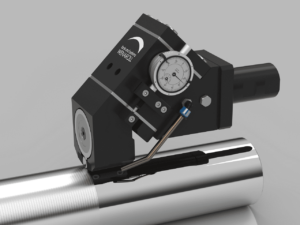
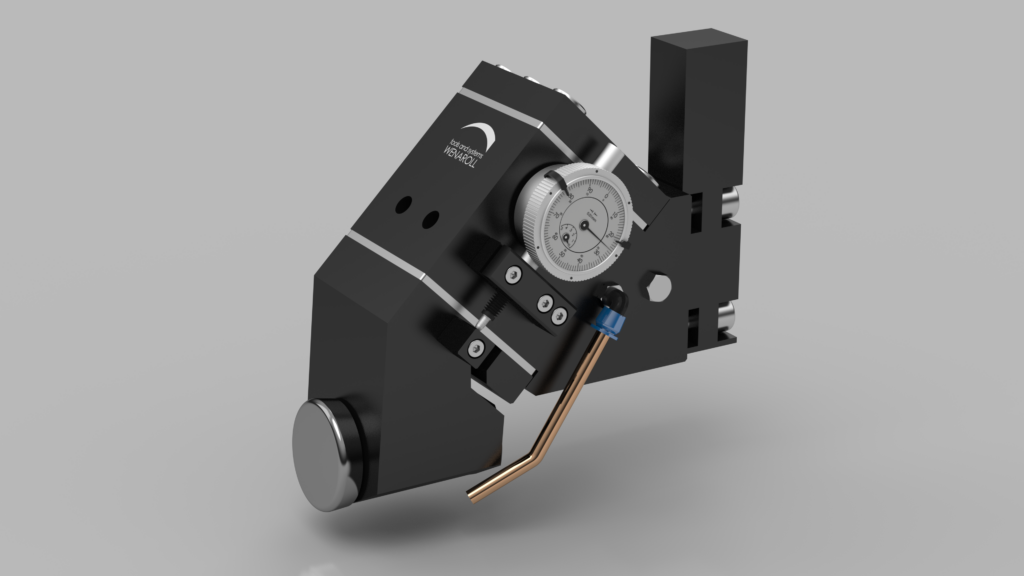
Contour Roller Burnishing Tool Type ERGH-45H
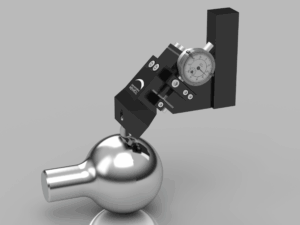
- Tools roller burnish transition radii, cylindrical, spherical, conical and flat surfaces, chamfers and contours
- Time saving due to short set-up time
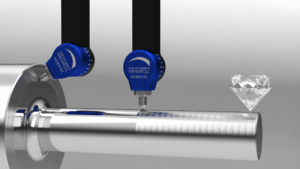
- Application of residual compressive stress and work hardening
- Consistent and controlled work result by measuring the rolling force
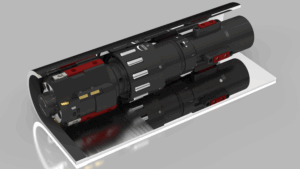
- Enables quick replacement of wear parts
- Requires hardly any lubrication
- Rolling force quickly and continuously adjustable