Versions
- Burnishing tool for Blind hole bores
- Burnishing tool for through boring – with self-feed and machine-feed variants
Rolling lengths (standard)
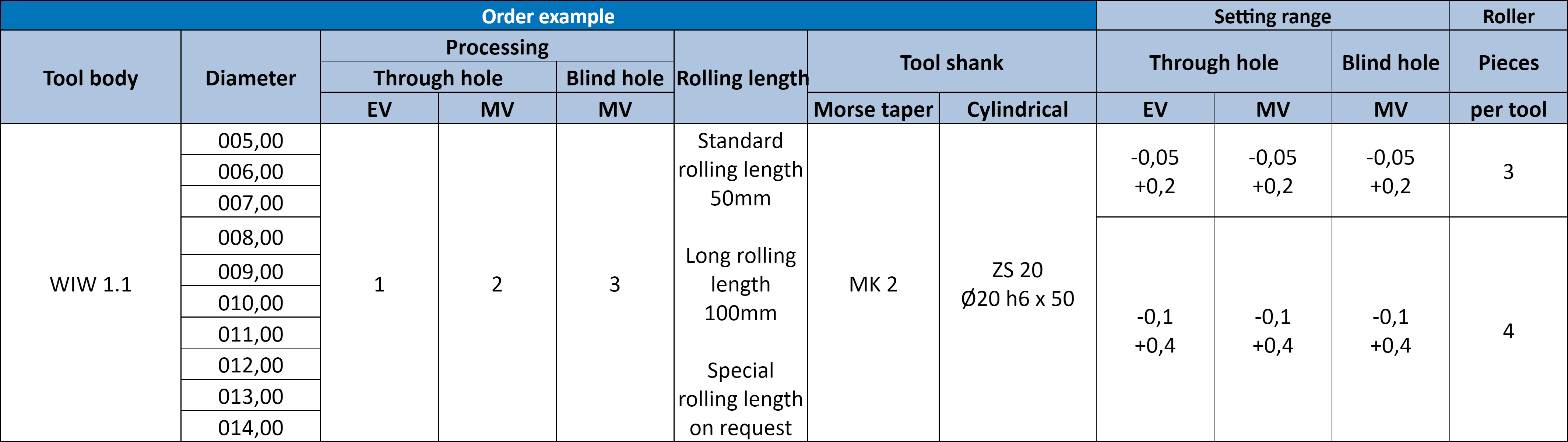
- Burnishing tool for Ø5: 20 und 50 mm
- Burnishing tool for Ø6 bis Ø7: 20, 50 und 100 mm
- Burnishing tool for Ø8 bis Ø14: 20, 50, 100 und 150 mm
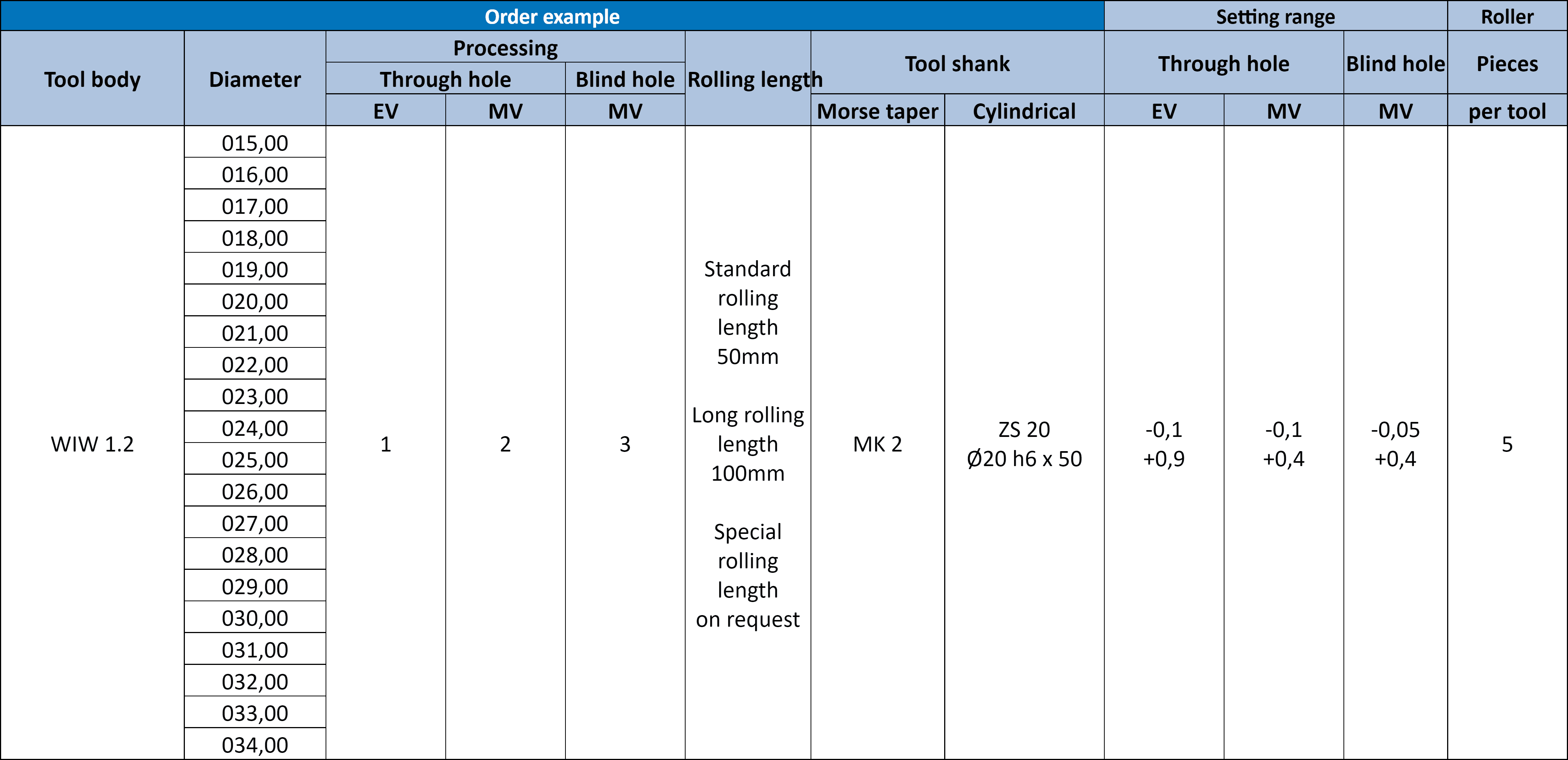
- Burnishing tool for Ø15 bis Ø21: 50, 100, 150, 200 und 250 mm
- Burnishing tool for Ø22 bis Ø34: 50, 100, 150, 200, 250 und 300 mm
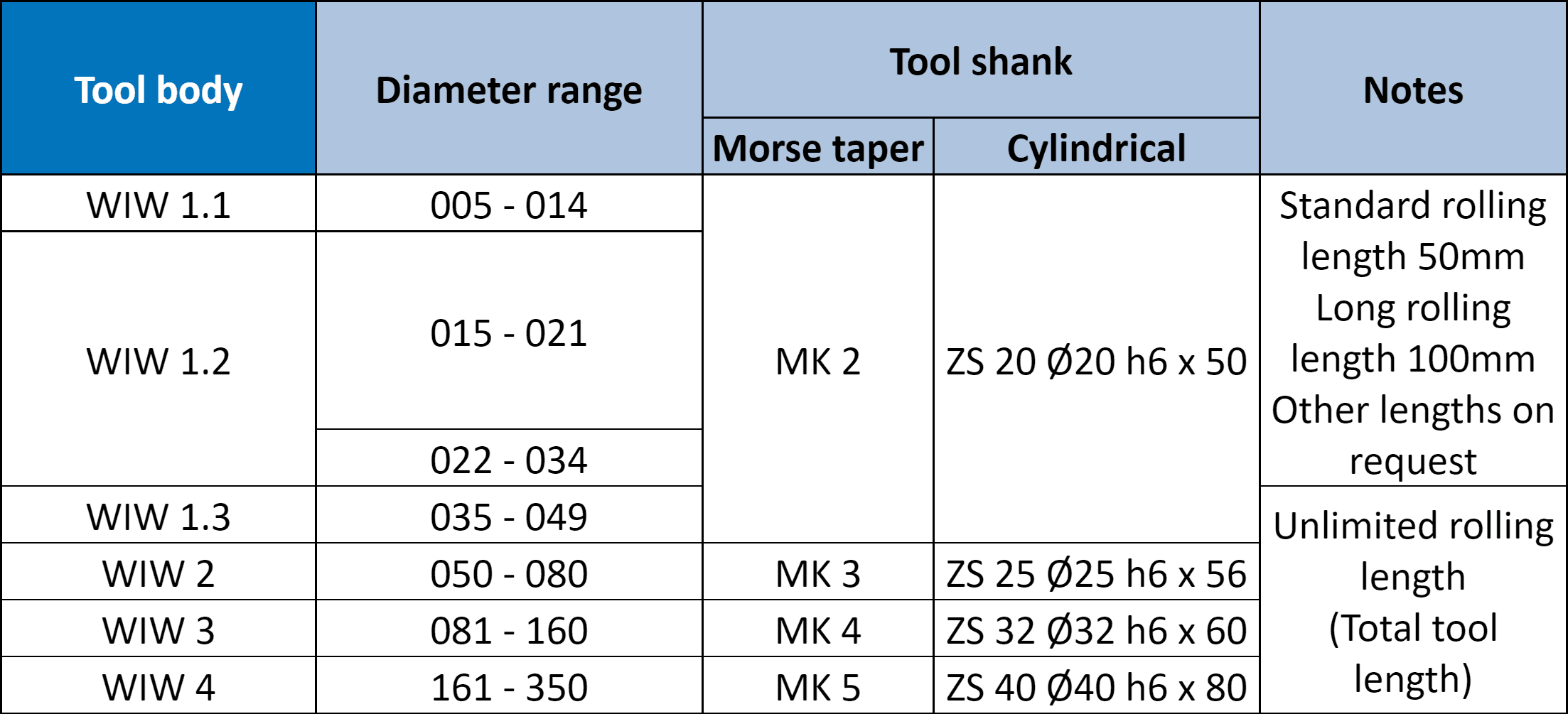
- Burnishing tool ab Ø35: Unlimited rolling length (entire tool length up to the adapter can be utilized)
- Custom designs are available upon request. Feel free to contact us!
Adapters (standard)
- Morse taper
- Cylindrical adapters
- Custom designs are available upon request. Feel free to contact us!
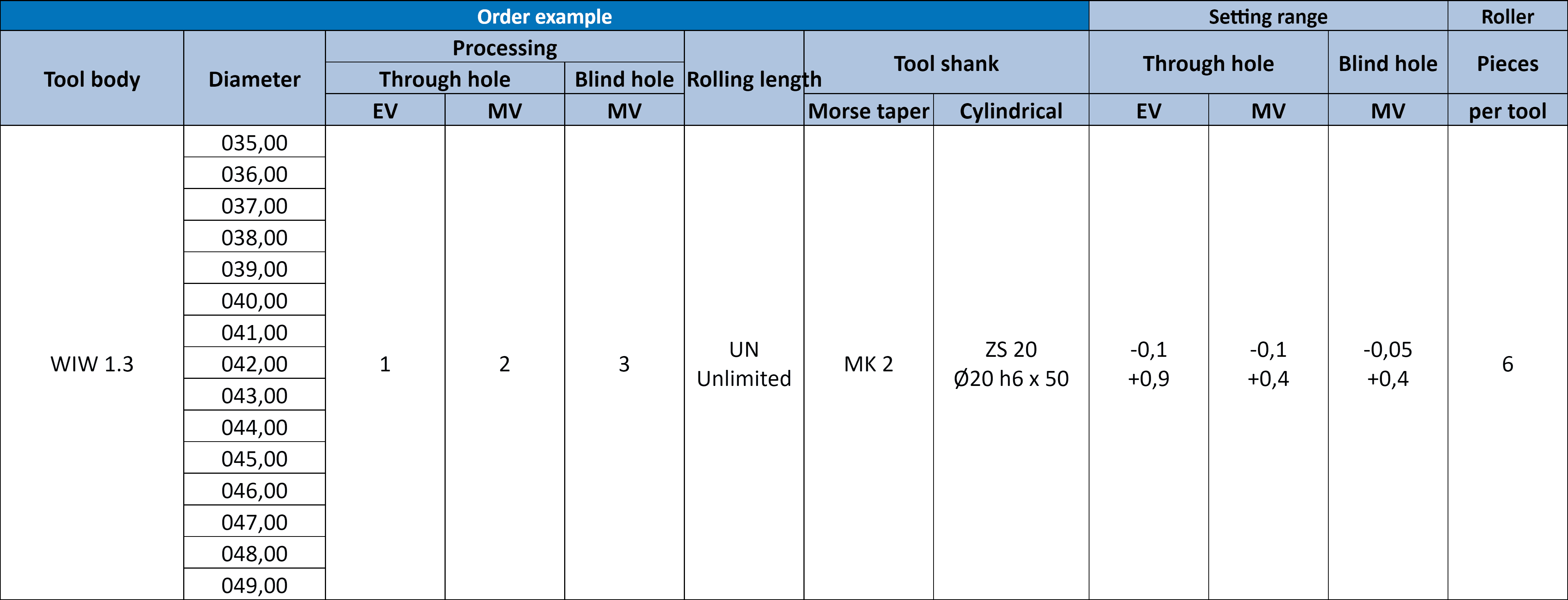
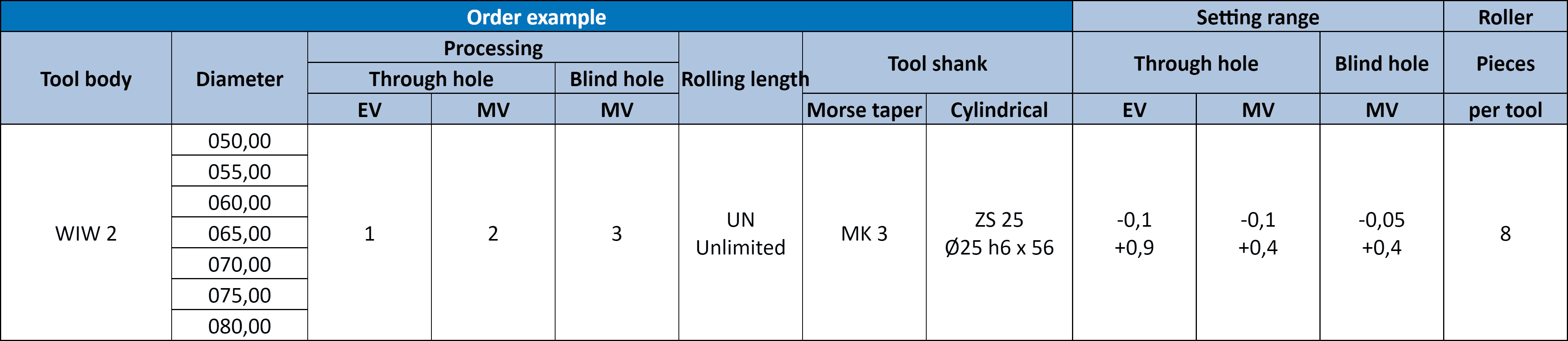
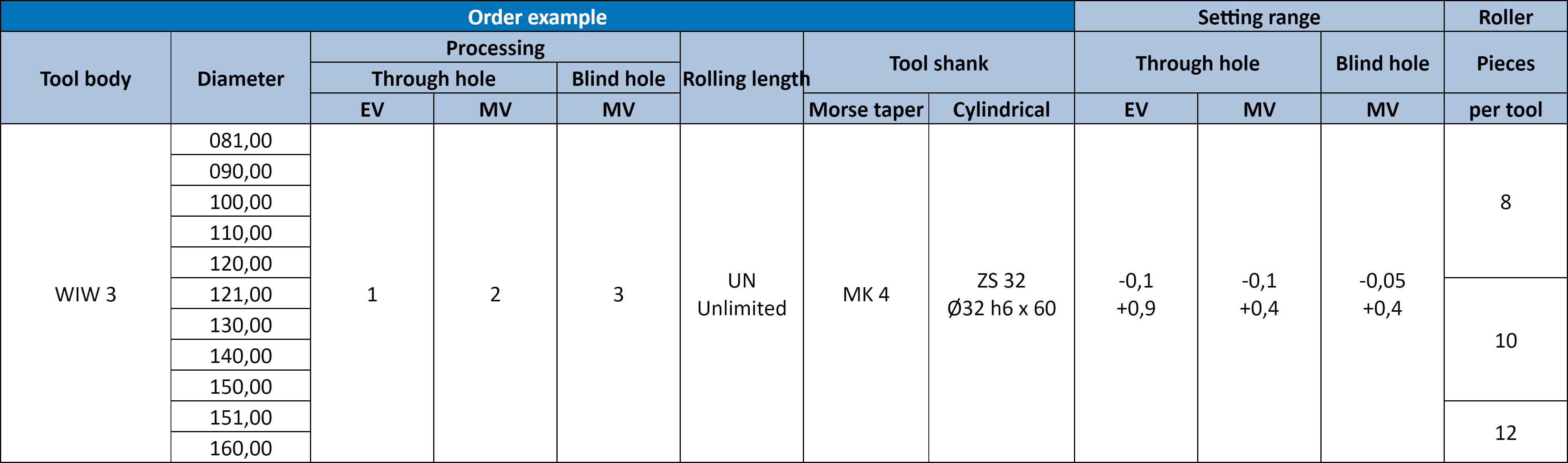
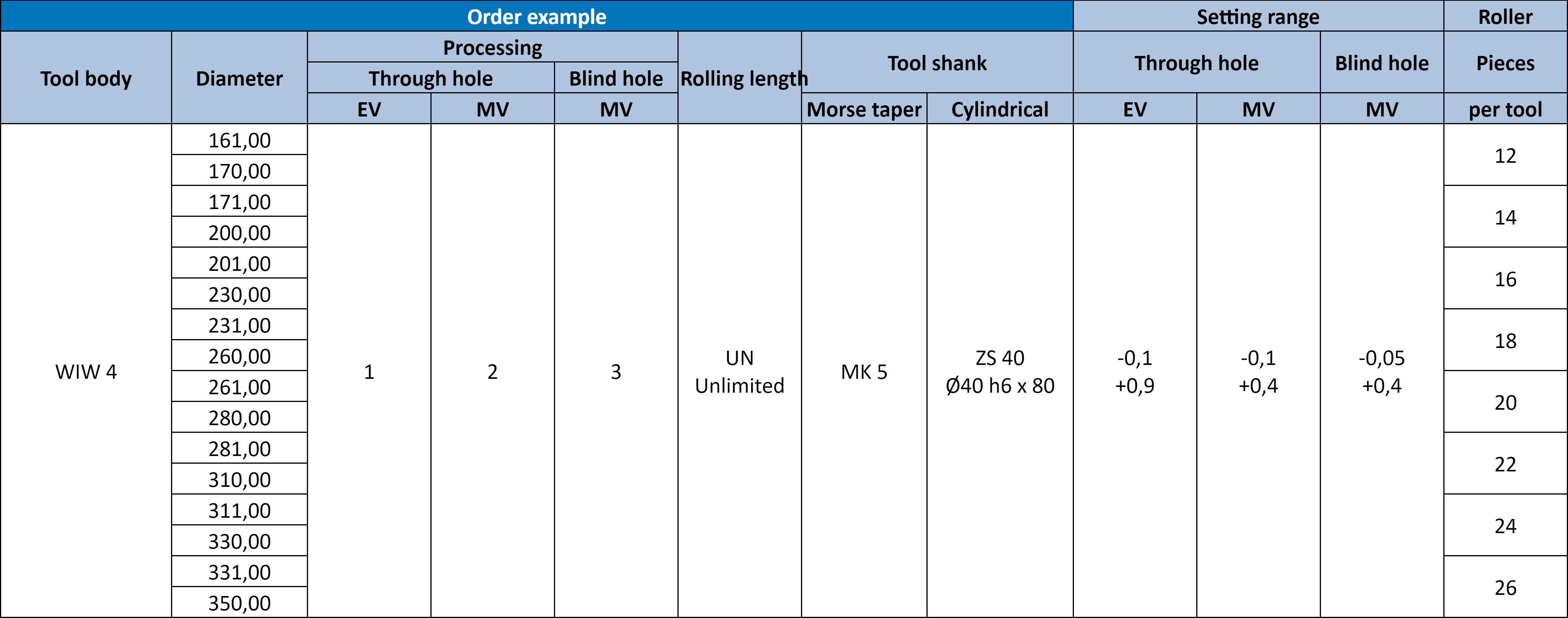
Wenaroll internal roller burnishing tools are designated with the abbreviation WIW. This is followed by the designation of the tool body, due to the modular design of the roller burnishing tools. These can be found in the data sheet (at the end of the page). Subsequently, the diameter to be machined is specified. This is followed by the type of machining. 1 indicates a through-feed machining with self-feed; 2 indicates a through-feed machining with machine feed; 3 indicates a blind hole machining. After the machining designation comes the roller burnishing length of the workpiece to be machined. Here, you can refer to the 'versions'. Finally, the desired holder comes into play. These can also be found in the data sheet.
——————————————————————————————
Beispiel: Example: A blind hole with a diameter of Ø16 and a depth of 45 mm needs to be roller burnished. The holder should be cylindrical. blind hole drilling mit dem Durchmesser Ø16 und der Tiefe 45 mm muss rolliert werden. Die Aufnahme soll zylindrisch sein.
The following article number should be used for ordering:
WIW1.2-016,00-3-50-ZS20